 В процессе подготовки токарно-револьверного станка осуществляется установка приспособления для крепежа детали или заготовки, режущего и вспомогательного инструментов, настройка устройств для подачи прутков, установка кулачков и рукояток для настройки необходимых частот вращения шпинделя, обработка пробных заготовок и проверка пробных деталей.
В процессе подготовки токарно-револьверного станка осуществляется установка приспособления для крепежа детали или заготовки, режущего и вспомогательного инструментов, настройка устройств для подачи прутков, установка кулачков и рукояток для настройки необходимых частот вращения шпинделя, обработка пробных заготовок и проверка пробных деталей.
У станков без поперечного суппорта с продольным перемещением револьверного суппорта ограниченные технологические возможности. Обычно на подобных устройствах выполняют сверление, центровку, растачивание. Обтачивание, развертывание, нарезание резьбы. Для осуществления таких работ, как обработка фасонных поверхностей, подрезка широких торцов, проточка канавок, используют специальные державки, которые дают резцу возможности перемещаться в поперечном направлении, а также при помощи вращения самой револьверной головки.
Для отрезки и обработки фасонных поверхностей используют токарно-револьверные установки. Станок с вертикальной осью наладить на изготовление простой детали проще, чем станок с горизонтальной осью вращения. Наладка станка с горизонтальной осью для обработки, требующей нескольких режущих механизмов, осуществляется проще, чем наладка оборудования с вертикальной осью вращения из-за использования более простых державок. При переналадке станка с горизонтальной осью вращения необходимо поменять съемную часть головки.
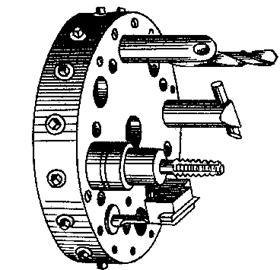
Вместе с тем необходимо поменять и зажимное приспособление, которое соответствует каждой новой детали. После этого по эталонной детали, установленной в патроне, необходимо отрегулировать упоры. Прежде чем приступить к обработке, изготавливают пробную деталь и при необходимости осуществляют дополнительную наладку станка. Растачивание и обтачивание цилиндрических поверхностей осуществляется при помощи резцов, установленных на специальных державках, которые могут быть закреплены как на резцовой заготовке поперечного суппорта, так и на самой револьверной головке. Если при подналадке необходимо заменить затупившиеся резцы, то вместе с резцами снимают державку, а на ее место ставят новую. Для уменьшения погрешности при обработке на станке с вертикальной осью вращения резцы лучше устанавливать в револьверной головке в вертикальной плоскости. Так удается устранить влияние погрешности поворота головки.





