При выборе способа установки и закрепления на станке деталей исходят в первую очередь из их размеров, необходимого уровня точности обработки и жёсткости. Если L/D<4 (D – диаметр обрабатываемой детали, L – её длина) крепление заготовки в патроне следует проводить при 410 – в центральной части задней бабки, патроне с поддержкой люнетом либо в центрах. Чаще всего обрабатываемую заготовку устанавливают в центральных частях станка. При необходимости концентричности обрабатываемых поверхностей.
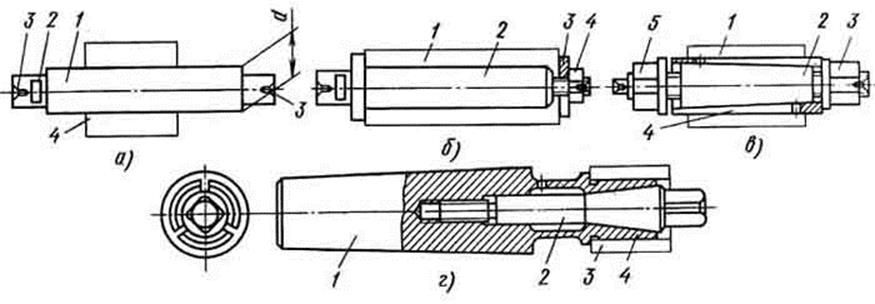
Заготовки при помощи токарных оправок устанавливают в центрах. На середину 1 оправки, рисунок – а.) выше, сделанную с небольшой конусностью (как правило, 1:2000), на которую заранее нанесли слой смазки, с натяжкой устанавливают заготовку 4. Для натяга по торцу оправки наносят не сильные удары деревянной киянкой либо молотком с наконечником из меди, дабы не нанести повреждений центровым отверстиям и торцам оправки. 3. Лыска оправки 2 является опорой болта, которым закрепляется хомутик. Заготовка 1, рисунок – б.) выше, можно на цилиндрической оправке 2 установить, закрепить на ней гайкой 4, а также быстросменной шайбой 3. Уровень наружного диаметра гайки 4 меньше, чем внутренний диаметр оправки. Это даёт возможность намного уменьшить количество времени для смены заготовки.
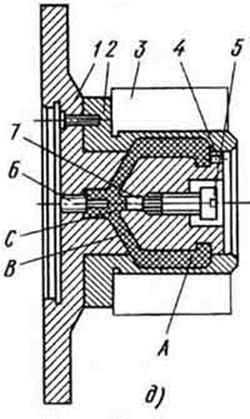
Применение данных оправок снижает точность обработки, поскольку установка заготовки происходит на оправку с зазором. Если отверстия заготовок обладают большими отклонениями по диаметру, используют цанговые (разжимные) оправки, рисунок – в.) Цанга 4 – втулка с конической внутренней поверхностью, а назначение наружной состоит в базировании заготовки 7 – цилиндрической деталь 1 с цангой 4 двигают и крепят на оправке 2 гайкой 3, освобождают при помощи гайки 5, заранее ослабив гайку 3. Оправку шпиндельную, рисунок – г.) на шпиндель станка устанавливают конусной поверхностью 1. На цилиндрическую поверхность 4 с продольными прорезями устанавливают заготовку 3. При помощи винта 2 между заготовкой и цилиндрической частью оправки создают натяг. На располовенном с правой стороны рисунке – д.) оправка с упругой оболочкой. К фланцу шпинделя прикрепляется корпус 1, к которому крепится втулка 2. Канавки корпуса и втулки создают полости А, В, С, которые заполняются гидропластом. В процессе вращения винта 5 движение плунжера 7 выдавливает из полости С в А гидропласт. Движение плунжера 7 ограничивает упор 6. Отверстие, через которое при заполнении гидропластом оправки происходит выход воздуха, закрывает пробка 4.
Дополнительной опорой при установке длинных заготовок, как правило, служит задний центр (рисунок слевой стороны). Куличками патрона плотно зажимают заранее зафиксированную в патроне заготовку, которую дополнительно поджимают задним центром.

Это позволяет обеспечить высокий уровень жёсткости крепления.
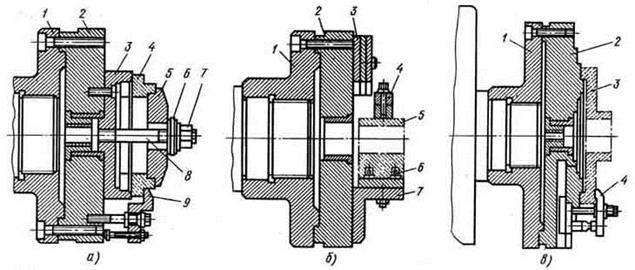
Если нельзя установить и закрепить в патронах заготовки, используют планшайбы (внизу рисунок). Планшайба 2 – плоский диск с фланцем 1, который установлен на шпинделе станка. На рисунке можно увидеть – а.) крепление установленной на опорную втулку 3 заготовки 4 типа кольца, при наружной обработке её дополнительно крепят винтом 8 с гайкой 7 и шайбами 5 и 6, а при внутренней с помощью прихватов 9. б.) крепление заготовки 5 типа кронштейна, установленной на угольнике 7 по пальцам центрирующим 6, крепят зажимом откидным 4. Противовес устраняет дисбаланс, который получается при этом. В.) крепление заготовки 3, закрепляемые прихватами 4 к планшайбе 2.